Ideal applications
1.High DRE (Destruction Rate Efficiency) & TER (Thermal Energy Recovery) requirements.
2.Large Flow, low concentration process stream.
3.Wide range of temperature and contaminant capability.
4.Corporate sustainability drivers: low carbon footprint and highly energy efficient.
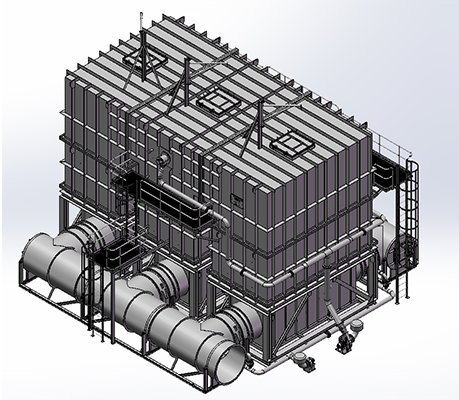
Diverse Options
1.Various chamber options including two-chamber, multi-chamber, or two-chamber coupled with purge tower to increase DRE.
2.Ultra-low NOx burners.
3.Supplemental Fuel Injection (SFI) system.
4.Hot Gas Bypass (HGB) for high VOC emission concentrations.
5.Secondary Heat and Energy Recovery systems for waste heat utilization.
6.Acid gas scrubber module with a completely integrated control system.